


花纹钢(pattern steel)是用来制作宝刀、宝剑一类名贵器物的带有花纹的钢,中国古代又称"花铁"、"文铁"。根据不同的分类方法可以分为多种类别例如根据工艺原理,分为结晶花纹钢、灌炼花纹钢等。
花纹钢的花纹形态有如流水,有似彩云,或象菊花,或类似木纹等。欧洲人说的"大马士革钢"、俄国人说的"布拉特钢",以及古时由波斯、罽宾(今克什米尔)传入中国的镔铁都属于花纹钢。中国古代关于花纹钢的记载至迟始于东汉时,在唐、宋、明、清都可见到。西晋傅玄《正都赋》说的"白辟文身"刀剑、宋沈括《梦溪笔谈》说的鱼肠剑、松文剑等都是由花纹钢制成的。
花纹钢就是最原始形态的复合钢,是通过半熔化形式,利用叠打,热锻或热轧,冷轧,加工成形工艺,控制材料内部密度与结合处碳量,达到钢材内部不同大小颗粒的结晶体的熔合! 由于内部密度,碳含量的不同,实现不同层次的化学性能和机械性能的不同,从而型成有内部性能差异性的复合式结构!
花纹剑的纹理有各类分法结晶花纹钢1.根据工艺原理,花纹钢大约分以下常见的几大类:⑴结晶花纹钢:天然花纹钢、乌兹钢/wootz、陨铁(黑金)、极品糙面花纹钢、极品镔铁。⑵灌炼花纹钢:由生铁和"熟铁"合炼而成,百炼钢和坩埚钢(cast steel)/镔铁。⑶旋焊花纹钢:旋焊而成旋焊嵌钢、旋焊马齿夹钢。⑷多道夹钢、嵌钢锻打所产生的花纹:狼咬刃。⑸地肌:包钢 敷土烧刃技术所产生的花纹。⑹折花钢:由两种或多种含碳量相差较大的钢、"铁"材料反复折叠锻合而成。⑺锉花钢:是在已经夹钢的刀剑刃部相间地把表层材料锉掉、锻平而得到的。如果控制得当,这类刀 剑就有较好的花纹,较为锋利,并具有一定的弹性。⑻机械加工仿大马士革钢纹(花纹钢):机械加工仿大马士革钢通过机械改变焊接钢层,或通过各种程序合成,主要是通过扭转后锉磨(切削)而成的花纹钢,以国外粉末大马士革钢为最佳。⑼熔合花纹钢:材料为多种含碳量不同的钢铁,采用工业熔合、焊接等工艺,可以产生花纹。⑽酸洗花纹钢:由不均匀的表面渗碳而成。2.根据表面上光滑度:可分为平面纹和糙面纹;3.根据材料可分为:铸造结晶花纹钢(乌兹钢、镔铁)和人工锻造(焊接)花纹钢;
历史记载
中国花纹钢花纹钢(折叠花纹钢和焊接花纹钢): 折叠花纹钢是中国古代工匠用特殊工艺锻造出来能显示花纹的一种铁碳合金。但在国内已经失传(仅有极少数正宗传统工艺传人能够再现其工艺).花纹刃(剑)具有斩钉截铁、切金断玉的能力,其它刀刃(剑)与之接触,很少有不被砍断或损坏的,这不是武侠小说里的想象,而是现实。中国人至少在二千四百年前就已经铸造出青铜花纹刃,并且历代名刃辈出,干将、莫邪、龙渊、太阿、湛卢、鱼肠、巨阙等都是其中的佼佼者。春秋时期吴国铸剑名师干将所铸的两把宝剑“干将”、“莫邪”,前者剑身布满龟裂纹,后者剑身布满水波纹。这种龟裂纹水波纹,外行人士往往以为是刻在刀上的花纹,实际上这是在百炼之后形成的天然花纹。这种花纹刃,锋刃极为坚韧犀利,锋口暗藏锯齿,而且因钢及生熟铁的不同组合,具有刚柔相济的特点,其他种类刀剑一与其劈碰,鲜有不断损的,这是花纹刃优于一般刀剑的主要原因。但同是花纹刃,因金属质量不同,工艺也有差别。出土的越王勾践剑,剑身运用的是锡铜冶铸技术,花纹是硫化铜形成,并含有少量的铝和镍;而汉代所铸的钢刀,由于用上了炒钢和淬火技术,因此组织更加细密,刃坚而锋利。中国古代关于花纹刃(剑)的记载约始见于东汉时期,据曹植《宝刀赋》云:建安中,曹操命有司做宝刀五 把,分别以龙、虎、熊、马、雀为识。据曹丕《曲论》载,丕为太子时,曾命同工精炼宝剑三枚、宝刀三枚、匕首两枚和露陌刀一枚,皆因姿订名:宝剑“色似彩虹”的便叫“流采”;宝刀“纹似灵龟”的便叫“灵宝”,“采似丹露”的便叫“含章”;露陌刀花纹“状如龙纹”便叫“龙鳞”。稍后,西晋傅玄《汇都赋》也说到了带花纹的钢剑,说“苗山之铤,铸以为剑;百劈文身,质美铭鉴”。在中国古代关于花纹刃 (剑)的各种记载巾,大约以沈括《梦溪笔谈》卷十九所述最为形象和具体,说“古剑有湛卢、鱼肠之名;湛卢,谓其色湛湛然黑色也……鱼肠即今幡钢剑页,又谓之松文:取诸鱼熟,视见其肠,正如今之蟠钢剑文也”。依沈括之说,宋代蟠钢剑的花纹便像盘伏屈曲的鱼肠,又像刨光后的松木纹理。中国花纹钢中国平面花纹刃和糙面花纹刃,其刃纹如同放大的手指,排列有序,精美绝伦,而且剑身脊部到刃锋的两面斜坡上并不是平面的,而是带有近似平面的凸凹,在光的作用下,产生,一连串高光点的光波,光波随着剑的挥动向反方向流动,令人眩目,这一现象是中外资料未见记载的。这样在实用中,会使对手把出剑看成是收剑,把收剑当成出剑,光的运用如此巧妙,真是不负武魂千载情,中华自行绝刃在。
瑞典考古学家扬瑟曾对收藏在瑞典京城古物博物馆的一百多件十国古代战国铜剑、铁剑进行研究,他看到刃身上显露的如同鱼鳞或兽皮形的花纹,开始以为是偶然的事情,后经仔细观察,才认识到这是古代铸剑者有意为之。其实,何止扬瑟先生一人,就连当今在中国获奖的武术名家中,有几人懂得花纹古刃,又有几人看过?因为花纹刃铸造技术极为复杂而艰难,制造者又极为保密,自古以来也只有少数人能有幸得到,故极为珍贵,世界各国的王室贵族,都以能得到上佳良刃而自豪。在查理曼统治的时代,最简朴的剑也能值三头母牛的价钱。查理大帝。的那把传奇式的剑“乔依乌斯”据说是牛人牛神的“韦兰铁匠”所造。
有关花纹钢的记载直到清代仍可看到,乾隆五十一年成书的海宁陈克恕《篆刻缄度》,和之后的仁和叶尔宽《摹印传灯》都说需用菊花钢再炼为刀,此菊花钢应是花纹象菊花一样的铁碳合金。据调查,近代浙江还有一种云花钢,其花纹正象蓝天上的云彩;本世纪三十年代时,北平还有一种折花钢,其花纹或象云彩,象木纹,又象流水之波。
工艺
中国古代花纹钢刀剑
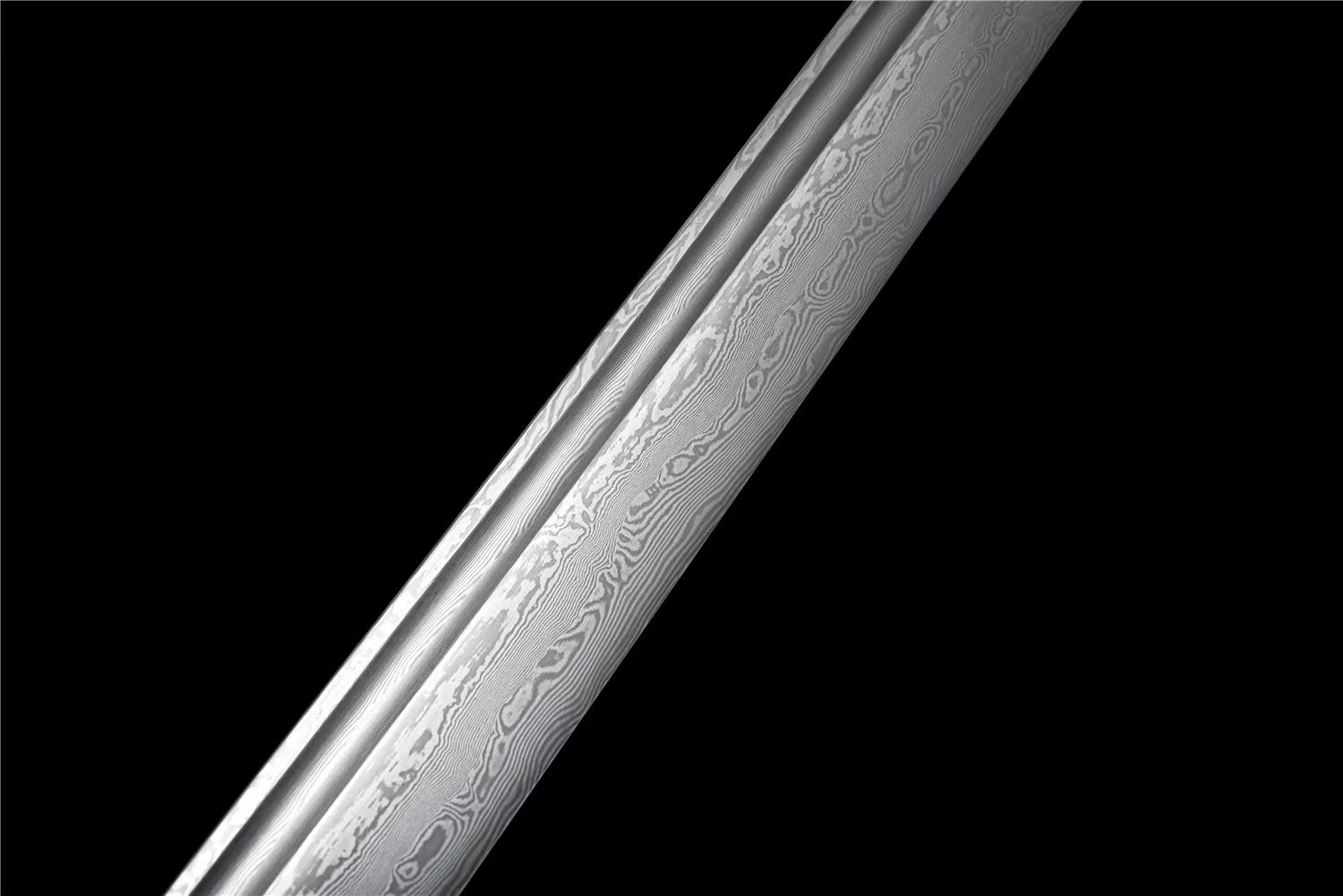
花纹刃(剑),其刃上经细磨后呈现美丽之纹理,但无一相同,刃(剑)的表面花纹可分两大类:一是流水纹,流水纹中可分波浪纹和回旋纹;二是云花纹,可分卷云纹(如同天上翻滚的云雾一团接一团)和浮云纹(就像晴朗天空上的云朵,稀稀若若),以云花纹最难铸造。
在花纹刃(剑)中,为能体现花纹的效果,亦把花纹分为两种,即阴纹及阳纹。阴纹主要靠人手经粗磨、中磨、细磨及极细磨把折叠之花纹淡淡显现出来,需用放大镜才能观其全貌,时间愈长花纹愈现。阳纹是刃体经细磨后,用温性酸之极稀释溶液特别配方清洗,其纹理色泽黑白分明,与阴纹之若隐若现、浅淡优雅比较,可说是浓淡两相宜,各有特色。真正经多层钢材折叠而成之花纹刃,除外表花纹美观外,刃身亦非常坚韧,其刃口成极微细之锯齿状,故对切割柔软之物容易人刀,拖刀更是顺畅无比。再想追求完美,则可用中炭钢作芯,上下夹以折叠钢,两面刃(剑)锋露出少许白色中炭钢,这样虽不及整个刃(剑)的平面均是花纹美观,但却符合真正宝刃(剑)要求,即刚柔并济。
制刃师将条形钢加热进行锤锻,反复折迭,将原料中杂物析出,并使钢质匀称,花纹也在这时显出。冶锻过程中,师傅一手执钳观察火候,另一手用小锤指点应锤打之处,徒弟用大锤奋力锤打,这样锤过的钢已减少到原重的三分之一。这种锤法并不是次数多就好,因钢含合碳量在生熟铁之间,捶过头就成熟铁了。古代没有测试设备,故是否成钢全凭经验与感觉。要令多层钢材溶合,对所用炭、催化剂、温度有特定要求,锻打需有丰富经验,稍一大意,钢材不能溶合或出现裂纹,即全部报废。故此成功锻造一把花纹刃需历时90天以上。
中国古代花纹钢技术
花纹刃(剑)最多折叠次数为八次768层,已需用高倍放大镜才可分辨层数。折叠九次为1536层,因每层之厚度太薄,多已熔合起来,而刃身只有约40毫米宽,层数实在难以分辨,只能在横截面以显微镜观看其金相组织。坊间有标榜两万层者,俗世惊为绝剑,真正懂锻造花纹剑之铸剑师则一笑置之。实用及美观兼备以384层最适宜,亦即百炼钢。以上所示之层数只是数学上之直接计算而已,但在每次折叠熔合过程中每每按需要而增加材料,令实际层数增加。
探讨
花纹钢是指刀具为了增强度与韧性,经重复折叠锻炼而在刀面上所浮现的肌理纹路,纹路的原始意义在于适用,而后发展成一种艺术,纹路的艺术程度自然悠关作品的价值。花纹钢一词是近代人习用语,又称为大马士革钢,其实都不确实,在中国南方地域称为"锻纹"。在日本称为"地肌" ,刀刃上的锻造纹路在中国应称为锻纹比拟能够烘托出科学意涵与工序方式。现代人对花纹钢似乎怀有神秘与崇敬心理,其实兵刃纹路是在锻冶进程中所留下的工序痕迹,而发生附加的艺术价值,不应当视为何等神器,除了中国之外,亚洲各国古兵刃大多都是所谓的"花纹钢"所做,其中以伊斯兰国度、印度、东南亚等地域的纹路最为壮丽。就中国古刀具而言只要以传统工序制造的大多数是花纹钢。但由于材质与锻冶方法有别于亚洲其他国度,因此纹路不易浮现 ,而不是没有纹路。现代人由于热闹的寻求纹路,于是采取必定比例的酸性液体涂抹刀具表面使花纹浮现出来,如果用酸过量会使刀面发乌失其应有的光芒并伤及质量,因此在寻求花纹钢的进程中应器重的是锻造的质量与纹路的美术后果,而不是有纹路就是宝刀,因为古刀几乎每把都有纹路,甚至现代遵古法制作的作品其纹路的花俏与残暴并不亚于古刀,如能清楚这一点应该能懂得作品本身只有古今 、良窳 、材质之别,而无真假之分。锻纹浮现的后果与研磨材质及技巧有着绝大的关系,在日本应用叫做的"地艳"的磨石处置淬火波纹"刃文",用"地艳"浮现出过细的锻纹,用钢铁材质所做的"磨棒"处置出如钻石般的钢铁光芒,应用稻草灰、鹿角粉、牛涎等特别材质处置出晶化现象,如星点如水云的纹路。中国刀具如能在研磨材质与技巧上有所突破,传说中宝刀的光泽与锐利势必再现。
模拟试验
硬度刀类的硬度通常用洛氏硬度C标尺(HRC)来表示,这是用金刚石对物体进行挤压测试,深度浅则硬度大。刀的硬度不应该越高越好,而是看你的用处。热处理工艺其实没有那么神秘,想做硬并不难。一把HRC 50的中式刀其实就很好了,切铁丝也跟玩儿一样。一从几个方面论“硬度”1.刀刃 2.开锋 3.劈砍二不要客意追求硬度,不要迷信硬度万能,硬度无敌。通常一把好刀的刀刃硬度应在落克威尔硬度50HRC以上,60HRC以下。简而言之,硬度越高,抗磨损能力越高,但脆性也越大,硬度最高不超过60HRC。通常一把好刀的刀刃硬度应在落克威尔硬度50HRC以上,60HRC以下。韧性韧性是材料受多大能量冲击而不断裂的能力。硬度与韧性没有办法兼顾,越硬就越脆,越韧就越软。耐磨损关系到刀的使用。越耐磨损,刀就可以用越久仍保持锋利。但是在磨刀的时候,越耐磨损的刀也越难被磨利。不论什么材料,不论你有多硬,用着用着一定会钝。抗磨损度的选择取决于锻打与热处理水平,也就是平时所说的钢火.钢火好的刀,刃口受损,越磨越利。锋利度切同一样东西时用的力越小,你感觉它越锋利。在刀面阻力系数差不多的情况下,锋利与否完全取决于锋刃的几何形状。角度越小,越锋利。新的刮胡刀基本都是可以做到吹毛断发的。削毛巾与剁草人,以显示其刀剑性能.其实这种表演与刀剑性能本身没有太大的关系,只不过因为物理学开刃角度的问题.材料不同钢材有各自不同的性能,但是没有什么材料是万能的。选用什么样钢材制作的刀看你使用的刀剑热处理方式。特种钢,锋钢,白钢刀,钨钢,钻头钢,这些钢材本身是不错,但是不适合进行全手工热处理。钢火全手工刀剑并不常见了,所以人们对于钢火的概念也不是太清楚。主要是对不同钢材得当的热处理。钢火好的刀剑的特性:不论切、削、砍、剁,不卷刃,不豁口,不炸刃。既便是使用时间久了,钝了,只需在细石上沾水蹭几下,磨出的新刃亦旧锋利如初,一把刀既便使唤成了破旧的小刀头儿,不但始终总能磨出利刃,而且不退钢火。






 2021-06-30
2021-06-30 上一个
上一个